Processing of Used Nuclear Fuel
- Used nuclear fuel has long been reprocessed to extract fissile materials for recycling and to reduce the volume of high-level wastes.
- Recycling today is largely based on the conversion of fertile U-238 to fissile plutonium.
- New reprocessing technologies are being developed to be deployed in conjunction with fast neutron reactors which will burn all long-lived actinides, including all uranium and plutonium, without separating them from one another.
- A significant amount of plutonium recovered from used fuel is currently recycled into MOX fuel; a small amount of recovered uranium is recycled so far.
A key, nearly unique, characteristic of nuclear energy is that used fuel may be reprocessed to recover fissile and fertile materials in order to provide fresh fuel for existing and future nuclear power plants. Several European countries, Russia, China and Japan have policies to reprocess used nuclear fuel, although government policies in many other countries have not yet come round to seeing used fuel as a resource rather than a waste.
Over the last 50 years or so the principal reason for reprocessing used fuel has been to recover unused plutonium, along with less immediately useful unused uranium, in the used fuel elements and thereby close the fuel cycle, gaining some 25-30% more energy from the original uranium in the process. This contributes to national energy security. A secondary reason is to reduce the volume of material to be disposed of as high-level waste to about one-fifth. In addition, the level of radioactivity in the waste from reprocessing is much smaller and after about 100 years falls much more rapidly than in used fuel itself.
These are all considerations based on current power reactors, but moving to fourth-generation fast neutron reactors will change the outlook dramatically, and means that not only used fuel from today’s reactors but also the large stockpiles of depleted uranium (from enrichment plants, about 1.2 million tonnes end 2018) become a fuel source. Uranium mining will become much less significant.
Another major change relates to wastes. In the last decade interest has grown in recovering all long-lived actinides* together (i.e. with plutonium) so as to recycle them in fast reactors so that they end up as short-lived fission products. This policy is driven by two factors: reducing the long-term radioactivity in high-level wastes, and reducing the possibility of plutonium being diverted from civil use – thereby increasing proliferation resistance of the fuel cycle.
* Actinides are elements 89 to 103, actinium to lawrencium, including thorium, protactinium and uranium as well as transuranics, notably neptunium, plutonium, americium, curium and californium. The minor actinides in used fuel are all except uranium and plutonium.
Reprocessing used fuela to recover uranium (as reprocessed uranium, or RepU) and plutonium (Pu) avoids the wastage of a valuable resource. Most of it – about 96% – is uranium, of which less than 1% is the fissile U-235 (often 0.4-0.8%); and up to 1% is plutonium. Both can be recycled as fresh fuel, saving up to 30% of the natural uranium otherwise required. The RepU is chiefly valuable for its fertile potential, being transformed into plutonium-239 which may be burned in the reactor where it is formed.
So far, about 400,000 tonnes of used fuel has been discharged from commercial power reactors, of which about 30% has been reprocessed1. Current commercial reprocessing capacity is about 2000 tonnes per year (see below). With the startup of the Rokkasho-Mura plant in Japan, capacity would increase by 800 tHM per year.
World commercial reprocessing capacity2
| LWR fuel | France, La Hague | 1700 |
|---|---|---|
| Russia, Ozersk (Mayak) | 400 | |
| Japan (Rokkasho) | 800* | |
| Total LWR (approx) | 2100 | |
| Other nuclear fuels | UK, Sellafield (Magnox) | 1500 |
| India (PHWR, 4 plants) | 260 | |
| Total other (approx) | 1760 | |
| Total civil capacity | 3860 |
* now expected to start operation in 2022
Used fuel from PHWRs such as CANDU is not attractive for reprocessing as it has a very low proportion of U-235 and Pu – typically 0.2% and 0.4% respectively. Also for fast reactors, depleted uranium is plentiful and cheap.
Processing perspective, and products of reprocessing
Conceptually, processing used fuel is the same as processing the concentrate of any metal mineral to recover the valued metals contained in it. Here the ‘ore’ (or effectively the concentrate from it) is hard ceramic uranium oxide with an array of other elements (about 4% in total), including both fission products and actinides formed in the reactor.
There are three broad kinds of metallurgical treatment at metal smelters and refineries:
- Pyrometallurgy using heat to initiate separation of the metals from their mineral concentrate (e.g. copper smelting to produce blister copper, lead smelting).
- Electrometallurgy using electric current to separate the metals (e.g. alumina smelting to produce aluminium).
- Hydrometallurgy using aqueous solutions that dissolve the metal, with sometimes also electrolytic cells to separate them (e.g. zinc production, copper refining).
The main historic and current process is Purex (see below), a hydrometallurgical process. The main prospective ones are electrometallurgical – often called pyroprocessing since it happens to be hot. With it, all actinide anions (notably uranium and plutonium) are recovered together.
Used fuel contains a wide array of nuclides in varying valency states. Processing it is thus inherently complex chemically, and made more difficult because many of those nuclides are also radioactive.
The composition of reprocessed uranium (RepU) depends on the initial enrichment and the time the fuel has been in the reactor, but it is mostly U-238. It will normally have less than 1% U-235 (typically about 0.5% U-235) and also smaller amounts of U-232 and U-236 created in the reactor. The U-232, though only in trace amounts, has daughter nuclides which are strong gamma-emitters, making the material difficult to handle. However, once in the reactor, U-232 is no problem (it captures a neutron and becomes fissile U-233). It is largely formed through alpha decay of Pu-236, and the concentration of it peaks after about 10 years of storage.
The U-236 isotope is a neutron absorber present in much larger amounts, typically 0.4% to 0.6% – more with higher burn-up – which means that if reprocessed uranium is used for fresh fuel in a conventional reactor it must be enriched significantly more (e.g. up to one-tenth more) than is required for natural uraniumb. Thus RepU from low burn-up fuel is more likely to be suitable for re-enrichment, while that from high burn-up fuel is best used for blending or MOX fuel fabrication.
The other minor uranium isotopes are U-233 (fissile), U-234 (from original ore, enriched with U-235, fertile), and U-237 (short half-life beta emitter). None of these affects the use of handling of the reprocessed uranium significantly. In the future, laser enrichment techniques may be able to remove these isotopes.
Reprocessed uranium (especially from earlier military reprocessing) may also be contaminated with traces of fission products and transuranics. This will affect its suitability for recycling either as blend material or via enrichment. Over 2002-06 USEC successfully cleaned up 7400 tonnes of technetium-contaminated uranium from the US Department of Energy.
Most of the separated uranium (RepU) remains in storage, though its conversion and re-enrichment (in UK, Russia and Netherlands) has been demonstrated, along with its re-use in fresh fuel. Some 16,000 tonnes of RepU from Magnox reactors in UK has been usedc to make about 1750 tonnes of enriched AGR fuel. In Belgium, France, Germany and Switzerland over 8000 tonnes of RepU has been recycled into nuclear power plants. In Japan the figure is over 335 tonnes in tests and in India about 250 t of RepU has been recycled into PHWRs. In Russia RepU is used in all fresh RBMK fuel, and over 2500 tonnes has been recycled thus. Allowing for impurities affecting both its treatment and use, RepU value has been assessed as about half that of natural uranium.
Plutonium from reprocessing will have an isotopic concentration determined by the fuel burn-up level. The higher the burn-up levels, the less value is the plutonium, due to increasing proportion of non-fissile Pu isotopes (and minor actinides), and depletion of fissile plutonium isotopesd. Whether this plutonium is separated on its own or with other actinides is a major policy issue relevant to reprocessing (see section on Reprocessing policies below).
Most of the separated plutonium is used almost immediately in mixed oxide (MOX) fuel. World MOX production capacity is currently around 480 tonnes per year, nearly all of which is in France (see information page on Mixed Oxide (MOX) Fuel). In future, Russian REMIX fuel may become established for recycling, though whether minor actinides remain with wastes or are recycled with REMIX depends on the reprocessing procedure.
Estimated savings in natural uranium requirements due to recycled U & Pu (tU)
| Use of enriched RepU | Use of Pu in MOX | Total Unat replaced | |
| 2019 | 1200 | 1130 | 2330 |
|---|---|---|---|
| 2020 | 1080 | 1130 | 2210 |
| 2025 | 1760 | 1210 | 2970 |
| 2030 | 2590 | 1400 | 3990 |
| 2035 | 2660 | 2210 | 4870 |
| 2040 | 2520 | 2210 | 4730 |
Source: World Nuclear Association Nuclear Fuel Report 2019
History of reprocessing
A great deal of hydrometallurgical reprocessing has been going on since the 1940s, originally for military purposes, to recover plutonium for weapons (from low burn-up used fuel, which has been in a reactor for only a few months). In the UK, metal fuel elements from the Magnox generation gas-cooled commercial reactors have been reprocessed at Sellafield for about 50 yearse. The 1500 t/yr Magnox reprocessing plant undertaking this, which is due to close in 2021, has been developed to keep abreast of evolving safety, occupational hygiene and other regulatory standards. From 1969 to 1973 oxide fuels were also reprocessed, using part of the plant modified for the purpose, and the 900 t/yr Thermal Oxide Reprocessing Plant (THORP) at Sellafield was commissioned in 1994.
In the USA, no civil reprocessing plants are now operating, though three have been built. The first, a 300 t/yr plant at West Valley, New York, was operated successfully from 1966-72. However, escalating regulation required plant modifications which were deemed uneconomic, and the plant was shut down after treating 650 tonnes of used oxide and metal fuel using the Purex process. The second was a 300 t/yr plant built at Morris, Illinois, incorporating new technology based on the volatility of UF6 which, although proven on a pilot-scale, failed to work successfully in the production plant. It was declared inoperable in 1974. The third was a 1500 t/yr Purex plant at Barnwell, South Carolina, which was aborted due to a 1977 change in government policy which ruled out all US civilian reprocessing as one facet of US non-proliferation policy. In all, the USA has over 250 plant-years of reprocessing operational experience, the vast majority being at government-operated defence plants since the 1940s.
The main one of these is H Canyon at Savannah River, which commenced operation in 1955. It historically recovered uranium and neptunium from aluminium-clad research reactor fuel, both foreign and domestic. It could also recover Np-237 and Pu-238 from irradiated targets. H Canyon also reprocessed a variety of materials for recovery of uranium and plutonium both for military purposes and later high-enriched uranium for blending down into civil reactor fuel. In 2011 reprocessing of research reactor fuel was put on hold pending review of national policy for high-level waste, but recommenced in 2016.
In 2014, H Canyon completed reprocessing the long-stored uranium-thorium metal fuel from the 20 MWt Sodium Reactor Experiment (SRE), which had a high proportion of U-233. The sodium-cooled graphite-moderated SRE operated in California over 1957-64 and was the first US reactor to feed electricity to a grid. The uranium and actinides will be vitrified.
In France a 400 t/yr reprocessing plant operated for metal fuel from gas-cooled reactors at Marcoule until 1997. At La Hague, reprocessing of oxide fuel has been done since 1976, and two 800 t/yr plants are now operating, with an overall capacity of 1700 t/yr.
French utility EDF has made provision to store reprocessed uranium (RepU) for up to 250 years as a strategic reserve. Currently, reprocessing of 1100 tonnes of EDF used fuel per year produces 11 tonnes of plutonium (immediately recycled as MOX fuel) and 1045 tonnes of RepU converted into stable oxide form for storage. EDF has demonstrated the use of RepU (enriched at Seversk) in its 900 MWe power plants.
The plutonium is immediately recycled via the dedicated Melox mixed oxide (MOX) fuel fabrication plant. The reprocessing output in France is co-ordinated with MOX plant input, to avoid building up stocks of plutonium. If plutonium is stored for some years the level of americium-241, the isotope used in household smoke detectors, will accumulate and make it difficult to handle through a MOX plant due to the elevated levels of gamma radioactivity.
India has two 100 t/yr oxide fuel plants operating, one at Tarapur since 1982, with another at IGCAR Kalpakkam, and a smaller one at BARC Trombay. Japan is starting up a major (800 t/yr) plant at Rokkasho while having had most of its used fuel reprocessed in Europe meanwhile. To 2006 it had a small (90 t/yr) reprocessing plant operating at Tokai Mura.
Russia has an old 400 t/yr RT-1 oxide fuel reprocessing plant at Ozersk (near Chelyabinsk, Siberia), the main feed for which has been VVER-440 fuel, including that from Ukraine and Hungary. The partly-built 3000 t/yr RT-2 plant at Zheleznogorsk in Siberia has been redesigned and first stage completion of 700 t/yr is expected about 2025. Another 800 t/yr is planned for 2028. This is apparently Purex though that is not confirmed. An underground military reprocessing plant there is decommissioned.
Reprocessing policies
Conceptually reprocessing can take several courses, separating certain elements from the remainder, which becomes high-level waste. Reprocessing options include:
- Separate U, Pu, (as today).
- Separate U, Pu+U (small amount of U).
- Separate U, Pu, minor actinidesf.
- Separate U, Pu+Np, Am+Cm.
- Separate U+Pu all together.
- Separate U, Pu+actinides, certain fission products.
In today's reactors, reprocessed uranium (RepU) needs to be enriched, whereas plutonium goes straight to mixed oxide (MOX) fuel fabrication. This situation has two perceived problems: the separated plutonium is a potential proliferation risk, and the minor actinides remain in the separated waste, which means that its radioactivity is longer-lived than if it comprised fission products only.
As there is no destruction of minor actinides, recycling through light water reactors delivers only part of the potential waste management benefit. For the future, the focus is on removing the minor actinides along with uranium and plutonium from the final waste and burning them all together in fast neutron reactors. (The longer-lived fission products may also be separated from the waste and transmuted in some other way.) Hence the combination of reprocessing followed by recycling in today’s reactors should be seen as an interim phase of nuclear power development, pending widespread use of fast neutron reactors.
All but one of the six Generation IV reactors being developed have closed fuel cycles which recycle all the actinides. (See information page on Generation IV Nuclear Reactors).
United States
In February 2006 the US government announced the Global Nuclear Energy Partnership (GNEP) through which it would "work with other nations possessing advanced nuclear technologies to develop new proliferation-resistant recycling technologies in order to produce more energy, reduce waste and minimise proliferation concerns." GNEP goals included reducing US dependence on imported fossil fuels, and building a new generation of nuclear power plants in the USA. Two significant new elements in the strategy were new reprocessing technologies at advanced recycling centres, which separate all transuranic elements together (and not plutonium on its own) starting with the UREX+ process (see section on Developments of PUREX below), and 'advanced burner reactors' to consume the result of this while generating power.
GE Hitachi Nuclear Energy (GEH) is developing this concept by combining electrometallurgical separation (see section on Electrometallurgical 'pyroprocessing' below) and burning the final product in one or more of its PRISM fast reactors on the same site. The first two stages of the separation remove uranium which is recycled to light water reactors, then fission products which are waste, and finally the actinides including plutonium.
In mid-2006 a report3 by the Boston Consulting Group for Areva and based on proprietary Areva information showed that recycling used fuel in the USA using the COEX aqueous process (see Developments of PUREX below) would be economically competitive with direct disposal of used fuel. A $12 billion, 2500 t/yr plant was considered, with total capital expenditure of $16 billion for all related aspects. This would have the benefit of greatly reducing demand on space at the planned Yucca Mountain repository.
Boston Consulting Group gave four reasons for reconsidering US used fuel strategy which has applied since 1977:
- Cost estimates for direct disposal at Yucca Mountain had risen sharply and capacity was limited (even if doubled)
- Increased US nuclear generation, potentially from 103 to 160 GWe
- The economics of reprocessing and associated waste disposal have improved
- There is now a lot of experience with civil reprocessing.
Soon after this the US Department of Energy said that it might start the GNEP (now IFNEC) program using reprocessing technologies that "do not require further development of any substantial nature" such as COEX while others were further developed. It also flagged detailed siting studies on the feasibility of this accelerated "development and deployment of advanced recycling technologies by proceeding with commercial-scale demonstration facilities."
In 2007 the US Nuclear Regulatory Commission’s Advisory Committee on Nuclear Waste and Materials published a report on Background, Status, and Issues Related to the Regulation of Advanced Spent Nuclear Fuel Recycle Facilities, which canvassed the advantages of reprocessing US civil spent fuel. The report states: “The DOE’s current program for implementing SNF recycle contemplates building three facilities: an integrated nuclear fuel recycle facility, an advanced reactor for irradiating Np, Pu, Am, and Cm, and an advanced fuel cycle research facility to develop recycle technology. The first two of these are likely to be NRC-licensed.” The report is a thorough overview of reprocessing but does not provide conclusions or recommendations.
The NRC report points out how the Purex process had been greatly improved since its military origins, but still suffered the drawback of producing a separated pure plutonium stream. It points to the virtues of the UREX processes.
Reprocessing today – PUREX
All commercial reprocessing plants use the well-proven hydrometallurgical PUREX (plutonium uranium extraction) process, which separates uranium and plutonium very effectively. This involves dissolving the fuel elements in concentrated nitric acid. Chemical separation of uranium and plutonium is then undertaken by solvent extraction steps (neptunium – which may be used for producing Pu-238 for thermo-electric generators for spacecraft – can also be recovered if required). The Pu and U can be returned to the input side of the fuel cycle – the uranium to the conversion plant prior to re-enrichment and the plutonium straight to MOX fuel fabrication.
Alternatively, some small amount of recovered uranium can be left with the plutonium which is sent to the MOX plant, so that the plutonium is never separated on its own. This is known as the COEX (co-extraction of actinides) process, developed in France as a 'Generation III' process, but not yet in use (see next section). Japan's new Rokkasho plant uses a modified PUREX process to achieve a similar result by recombining some uranium before denitration, with the main product being 50:50 mixed oxides.
In either case, the remaining liquid after Pu and U are removed is high-level waste, containing about 3% of the used fuel in the form of fission products and minor actinides (notably Np, Am, Cm). It is highly radioactive and continues to generate a lot of heat. It is conditioned by calcining and incorporation of the dry material into borosilicate glass, then stored pending disposal. In principle any compact, stable, insoluble solid is satisfactory for disposal.

The Thermal Oxide Reprocessing Plant (THORP) at Sellafield , UK
The smaller black building to the rear is the vitrification plant. (Sellafield Ltd.)
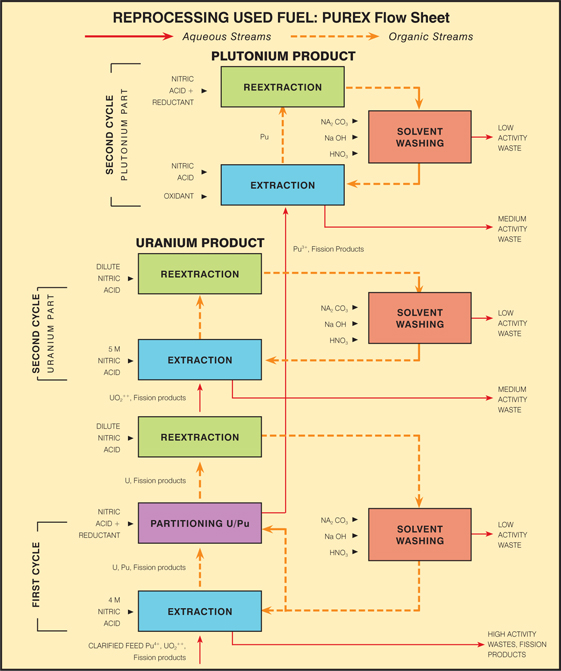
Chemistry of Purex (see flowsheet below)
The used fuel is chopped up and dissolved in hot concentrated nitric acid. The first stage separates the uranium and plutonium in the aqueous nitric acid stream from the fission products and minor actinides by a countercurrent solvent extraction process, using tributyl phosphate dissolved in kerosene or dodecane. In a pulsed column uranium and plutonium enter the organic phase while the fission products and other elements remain in the aqueous raffinate.
In a second pulsed column uranium is separated from plutonium by reduction with excess U4+ added to the aqueous stream. Plutonium is then transferred to the aqueous phase while the mixture of U4+ and U6+ remains in the organic phase. It is then stripped from the organic solvent with dilute nitric acid.
The plutonium nitrate is concentrated by evaporation then subject to an oxalate precipitation process followed by calcination to produce PuO2 in powder form. The uranium nitrate is concentrated by evaporation and calcined to produce UO3 in powder form. It is then converted to UO2 product by reduction in hydrogen.
Developments of PUREX
A modified version of the PUREX that does not involve the isolation of a plutonium stream is the suite of UREX (uranium extraction) processes. These can be supplemented to recover the fission products iodine, by volatilisation, and technetium, by electrolysis. Research at the French Atomic Energy Commission (Commissariat à l'énergie atomique, CEA) has shown the potential for 95% and 90% recoveries of iodine and technetium respectively. The same research effort has demonstrated separation of caesium.
The US Department of Energy was developing the UREX+ processes under the Global Nuclear Energy Partnership (GNEP) programme (see information paper on International Framework for Nuclear Energy Cooperation – IFNEC). In these, only uranium and then technetium are recovered initially (in the organic solvent extraction phase) for recycling, then Cs & Sr, and the residual is treated in various possible ways to recover plutonium with other transuranics. The fission products then comprise most of the high-level waste. The central feature of this system was to increase proliferation resistance by keeping the plutonium with other transuranics – all of which are then destroyed by recycling in fast reactors.* However, there are chemical safety problems with the Pu-Np recovery in the aqueous phase, and the process has been abandoned since 2008.
* Several variations of UREX+ have been developed, with the differences being in how the plutonium is combined with various minor actinides, and lanthanide and non-lanthanide fission products are combined or separated. UREX+1a combines plutonium with three minor actinides, but this gives rise to problems in fuel fabrication due to americium being volatile and curium a neutron emitter. Remote fuel fabrication facilities would therefore be required, leading to high fuel fabrication costs and requiring significant technological development. An alternative process, UREX+3, was therefore considered. This left only neptunium with the plutonium and the result is closer to a conventional MOX fuel. However, it is less proliferation-resistant than UREX+1a.
Energy Solutions holds the rights to PUREX in the USA and has developed NUEX, which separates uranium and then all transuranics (including plutonium) together, with fission products separately. NUEX is similar to UREX+1a but has more flexibility in the separations process.
Areva and CEA have developed three processes on the basis of extensive French experience with PUREX:
- The COEX process based on co-extraction and co-precipitation of uranium and plutonium (and usually neptunium) together, as well as a pure uranium stream (eliminating any separation of plutonium on its own). It is close to near-term industrial deployment, and allows high MOX performance for both light-water and fast reactors. COEX may have from 20 to 80% uranium in the oxide product (apart from U stream), the baseline is 50%. Waste comprises fission products and minor actinides, for vitrification.
- The DIAMEX-SANEX processes involving selective separation of long-lived radionuclides (with a focus on Am and Cm separation) from short-lived fission products. This can be implemented with COEX, following separation of U-Pu-Np. U-Pu and minor actinides are recycled separately in Generation IV fast neutron reactors.
- The GANEX (grouped extraction of actinides) process co-precipitates some uranium with the plutonium (as with COEX), but then separates minor actinides and some lanthanides from the short-lived fission products. The uranium, plutonium and minor actinides together become fuel in Generation IV fast neutron reactors, the lanthanides become waste, with other fission products. It is being demonstrated at ATALANTE and La Hague from 2008 as part of a French-Japanese-US Global Actinide Cycle International Demonstration (GACID) with the product transmutation being initially in France's Phenix fast reactor (see Transmutation section below) and subsequently planned in Japan's Monju.
Initial work was at ATALANTEg at Marcoule, which started operation in 1992 to consolidate reprocessing and recycling research from three other sites.
In the longer term, the goal is to have a technology validated for industrial deployment of Generation IV fast reactors about 2040, at which stage the present La Hague plant will be due for replacement.
US research in recent years has focused on the TALSPEAK process which would come after a modified PUREX or COEX process to separate trivalent lanthanides from trivalent actinides, but this has only reached bench scale. Originally in the 1960s it was developed to separate actinides, notably Am & Cm from lanthanides.
Another alternative reprocessing technology being developed by Mitsubishi and Japanese R&D establishments is Super-DIREX (supercritical fluid direct extraction). This is designed to cope with uranium and MOX fuels from light water and fast reactors. The fuel fragments are dissolved in nitric acid with tributyl phosphate (TBP) and supercritical CO2, which results in uranium, plutonium and minor actinides complexing with TBP.
A new reprocessing technology is part of the reduced-moderation water reactor (RMWR) concept. This is the fluoride volatility process, developed in the 1980s, which is coupled with solvent extraction for plutonium to give Hitachi's Fluorex process. In this, 90-92% of the uranium in the used fuel is volatalised as UF6, then purified for enrichment or storage. The residual is put through a Purex circuit which separates fission products and minor actinides, leaving the unseparated U-Pu mix (about 4:1) to be made into MOX fuel.
Used MOX fuel can be handled through the PUREX process, though it contains more plutonium (especially even-numbered isotopes) and minor actinides than used U oxide fuel. In 1991-92 2.1 tonnes of MOX was reprocessed at Marcoule and 4.7 tonnes was reprocessed La Hague.
Partitioning goals
Several factors give rise to a more sophisticated view of reprocessing today, and use of the term partitioning reflects this. First, new management methods for high and intermediate-level nuclear wastes are under consideration, notably partitioning-transmutation (P&T) and partitioning-conditioning (P&C), where the prime objective is to separate long-lived radionuclides from short-lived ones. Secondly, new fuel cycles such as those for fast neutron reactors (including a lead-cooled one) and fused salt reactors, and the possible advent of accelerator-driven systems, require a new approach to reprocessing. Here the focus is on electrolytic processes ('pyroprocessing') in a molten salt bath. The term 'electrometallurgical' is also increasingly used to refer to this in the USA.
The main radionuclides targeted for separation for P&T or P&C are the actinides neptunium, americium and curium (along with U & Pu), and the fission products iodine-129, technetium-99, caesium-135 and strontium-90. Removal of the latter two significantly reduces the heat load of residual conditioned wastes. In Japan, platinum group metals are also targeted, for commercial recovery. Of course any chemical process will not separate different isotopes of any particular element.
Efficient separation methods are needed to achieve low residuals of long-lived radionuclides in conditioned wastes and high purities of individual separated ones for use in transmutation targets or for commercial purposes (e.g. americium for household smoke detectors). If transmutation targets are not of high purity then the results of transmutation will be uncertain. In particular fertile uranium isotopes (e.g. U-238) in a transmutation target with slow neutrons will generate further radiotoxic transuranic isotopes through neutron capture.
Achieving effective full separation for any transmutation program is likely to mean electrolytic processing of residuals from the PUREX or similar aqueous processes.
A BNFL-Cogema study in 2001 reported that 99% removal of actinides, Tc-99 & I-129 would be necessary to justify the effort in reducing the radiological load in a waste repository. A US study identified a goal of 99.9% removal of the actinides and 95% removal of technetium and iodine. In any event, the balance between added cost and societal benefits is the subject of considerable debate.
Electrometallurgical 'pyroprocessing'
Electrometallurgical processing techniques ('pyroprocessing') to separate nuclides from a radioactive waste stream have been under development in the US Department of Energy laboratories, notably Argonne, as well as by the Korea Atomic Energy Research Institute (KAERI) in conjunction with work on DUPIC (see section on Recycled LWR uranium and used fuel in PHWRs below). Their main development has possibly been in Russia, where they are to be the mainstay of closing the fuel cycle fully. There has been particular emphasis on fast reactor fuels, since all actinides with uranium can be burned together. The fact that uranium, plutonium and minor actinides are recovered together is seen as great advantage from a non-proliferation perspective.
They involve a smaller plant than hydrometallurgical/aqueous processes, so are well suited to closing the fuel cycle at reactor sites, with the need to store only a small volume of actual fission products as waste. Integral fast reactor and molten salt reactor (MSR) fuel cycles are based on on-site pyroprocessing. Separating all actinides together for recycle gives a very radioactive fuel which is thus self-protecting.
Electrometallurgical technology is able to carry out all of the deposit production operations in one apparatus – a chlorinator-electrolyzer – which simplifies the process. However, the specific separation achieved is not as great as with PUREX.
So-called pyroprocessing involves several stages. First, any oxide fuels need to be reduced to metal, Argonne/INL uses an electro-reduction process for this with LiCl at 650°C and the oxide fuel as cathode. The metal now as anode can then be electro-refined in molten LiCl salt to deposit uranium and actinides (including Pu) together onto a liquid cadmium cathode, leaving fission products behind. Two types of cathode may be used together, for uranium deposition, and for a U-TRU product. A cathode processor then cleans up the cathode materials (removing salt and cadmium) at about 1200°C ready for fuel fabrication for a fast reactor. Fission products are recovered from the salt by ion exchange in zeolite columns and encapsulated into a durable vitreous wasteform.
Other pyroprocessing has stages described as: volatilisation; liquid-liquid extraction using immiscible metal-metal phases or metal-salt phases; electrolytic separation in molten salt; and fractional crystallisation. They are generally based on the use of either fused salts such as chlorides or fluorides (e.g. LiCl+KCl or LiF+CaF2) or fused metals such as cadmium, bismuth or aluminium.
Electrometallurgical 'pyroprocessing' can readily be applied to high burn-up fuel and fuel which has had little cooling time, since the operating temperatures are high already. However, such processes are at an early stage of development compared with hydrometallurgical processes already operational.
So far only one electrometallurgical technique has been licensed for use on a significant scale. This is the IFR (integral fast reactor) electrolytic process developed by Argonne National Laboratory in the USA and used for pyroprocessing 4.6 tonnes of used fuel from the EBR-II experimental fast reactor which ran from 1963-1994. (21 tonnes remains, designated for pyroprocessing.) The used uranium metal fuel is dissolved in a LiCl+KCl molten bath, the U is deposited on a solid cathode, while the stainless steel cladding and noble metal fission products remain in the salt, and are consolidated to form a durable metallic waste. The highly-enriched uranium recovered from the EBR-II driver fuel is down-blended to less than 20% enrichment and stored for possible future use.
The PYRO-A process, being developed at Argonne to follow the UREX process, is a pyrochemical process for the separation of transuranic elements and fission products contained in the oxide powder resulting from denitration of the UREX raffinate. The nitrates in the residual raffinate acid solution are converted to oxides, which are then reduced electrochemically in a LiCl-Li2O molten salt bath. The more chemically active fission products (e.g. Cs, Sr) are not reduced and remain in the salt. The metallic product is electrorefined in the same salt bath to separate the transuranic elements on a solid cathode from the fission products. The salt bearing the separated fission products is then mixed with a zeolite to immobilize the fission products in a ceramic composite waste form. The cathode deposit of transuranic elements is then processed to remove any adhering salt and is formed into ingots for subsequent fabrication of transmutation targets or fast reactor fuel.
The PYRO-B process, has been developed for the processing and recycle of used fuel from a transmuter reactor – a fast reactor designed to burn all transuranics. A transmuter fuel may be free of uranium and contains recovered transuranics in an inert matrix such as metallic zirconium. In the PYRO-B processing of such fuel, an electrorefining step is used to separate the residual transuranic elements from the fission products and recycle the transuranics to the reactor for fissioning. Newly-generated technetium and iodine are extracted for incorporation into transmutation targets, and the other fission products are sent to waste.
GE Hitachi is designing an Advanced Recycling Centre (ARC) which integrates electrometallurgical processing with its PRISM fast reactors. The main feed is used fuel from light water reactors, and the three products are fission products, uranium, and transuranics (Np, Pu, Am, Cm), which become fuel for the fast reactors (with some of the uranium). The uranium can be re-enriched or used as fuel for Candu reactors. As the cladding reaches its exposure limits, used PRISM fuel is recycled after removal of fission products. Waste forms are metallic for noble metal fission products, and ceramic for group 1 & 2 metals and halogen fission products. A full commercial-scale ARC would comprise an electrometallurgical plant and three power blocks of 622 MWe each (six 311 MWe reactor modules), but a 'full-scale building block' of ARC is a 50 t/yr electrometallurgical plant coupled to one 311 MWe reactor module, with breeding ratio of 0.8.
The KAERI advanced spent fuel conditioning process (ACP) involves separating uranium, transuranics including plutonium, and fission products including lanthanides. It utilises a high-temperature lithium-potassium chloride bath from which uranium is recovered electrolytically to concentrate the actinides, which are then removed together (with some remaining fission products). The latter product is then fabricated into fast reactor fuel without further treatment. The process is intrinsically proliferation-resistant because it is so hot radiologically, and the curium provides a high level of spontaneous neutrons. It recycles over 96% of the used fuel. Development of this process is at the heart of US-South Korean nuclear cooperation, and was central to the renewal of the bilateral US-South Korean nuclear cooperation agreement in June 2015.
With US assistance through the International Nuclear Energy Research Initiative (I-NERI) programme, KAERI built the Advanced Spent Fuel Conditioning Process Facility (ACPF). This led to KAERI’s Pyro-process Integrated Inactive Demonstration Facility (PRIDE), which began testing operations in 2014. Demonstration work is proceeding, as effectively the first stage of the Korea Advanced Pyroprocessing Facility (KAPF), with the aim of becoming a commercial-scale demonstration plant in 2025.
South Korea has declined an approach from China to cooperate on electrolytic reprocessing, and it has been rebuffed by Japan's CRIEPI due to government policy.
Russian pyroprocessing consists of three main stages: dissolution of the used nuclear fuel in molten salts, precipitation of plutonium dioxide or electrolytic deposition of uranium and plutonium dioxides from the melt, then processing the material deposited on the cathode or precipitated at the bottom of the melt for granulated fuel production. The process recovers the cathode deposits without changing their chemical composition or redistributing the plutonium. All used fuel is reprocessed with the goal of having a complete recycle of plutonium, neptunium, americium, and curium as well as the uranium. This process, combined with vibropacking* in fuel fabrication will be used to produce fuel for the BN-800 fast reactor. The technologies complement one another well and involve high levels of radioactivity throughout, making them self-protecting against diversion or misuse.
* Vibropacked MOX fuel (VMOX) has been seen as a promising way forward in Russia. This is made by agitating a mechanical mixture of (U, Pu)O2 granulate and uranium powder, which binds up excess oxygen and some other gases (that is, operates as a getter) and is added to the fuel mixture in proportion during agitation. The getter resolves problems arising from fuel-cladding chemical interactions. The granules are crushed (U, Pu)O2 cathode deposits from pyroprocessing. VMOX needs to be made in hot cells. It has been used in BOR-60 since 1981 (with 20-28% Pu), and tested in BN-350 and BN-600. However, its future is uncertain.
At MCC Zheleznogorsk which hosts a pyroprocessing module, civil PuO2, ex-weapons metal Pu and DU are combined into granulated MOX. This is sent to the Russian Institute of Atomic Reactors (RIAR) at Dimitrovgrad for vibropacking and producing fuel assemblies for the BN-800 fast reactor. In future fuel for BREST will follow the same route. RIAR has substantial experience in reprocessing used fuel from BOR-60 and BN-350 fast reactors and has developed a pilot scale pyroprocessing demonstration facility for fast reactor fuel.
Recycled LWR uranium and used fuel in PHWRs
The established approach to using RepU is recycling it through conversion and enrichment, for light water reactors. Another approach to used nuclear fuel recycling is directing recycled uranium (referred to as RepU, reprocessed uranium), or actual used light water reactor (LWR) fuel, into pressurized heavy water reactors (PHWRs). This may be directly using RepU, or by blending RepU with depleted uranium to give natural uranium equivalent (NUE), or by direct use of used PWR fuel in CANDU reactors (DUPIC).
PHWRs (such as CANDU reactors) normally use natural uranium as fuel which has not undergone enrichment and so can operate fuelled by the uranium and plutonium that remains in used fuel from LWRs. This might typically contain about 0.5 to 0.9% U-235 and 0.6% Pu-239 but with significant neutron absorbers.
In unit 1 of the Qinshan Phase III plant in China, there has been a demonstration using fuel bundles with RepU from PWRs blended with depleted uranium to give natural uranium equivalent (NUE) fuel with 0.71% U-2354. It behaved the same as natural uranium fuel. In August 2018 a contract was signed by SNC-Lavalin and CNNC for the supply of NUE fuel to units 1 and 2 of Qinshan Phase III, marking the first commercial use of the fuel.
AECL says that it is also possible to use the RepU directly in CANDUs, without blending it down, and Qinshan III envisages this possibility with recycled uranium (RU) having 0.9% U-235.
With DUPIC, the direct use of used PWR fuel as such in CANDUs, used fuel assemblies from LWRs would be dismantled and refabricated into fuel assemblies the right shape for use in a CANDU reactor. This could be direct, involving only cutting the used LWR fuel rods to CANDU length (about 50 cm), resealing and re-engineering into cylindrical bundles suitable for CANDU geometry.
Alternatively, a "dry reprocessing" technology has been developed which removes only the volatile fission products from the used LWR fuel mix. After removal of the cladding, a thermal-mechanical process is used to reduce the used LWR fuel pellet to a powder. This could have more fresh natural uranium added, before being sintered and pressed into CANDU pellets. It would contain all the actinides and most of the fission products from irradiation in LWR.
The DUPIC technique was promoted as having certain advantages:
- No materials are separated during the refabrication process. Uranium, plutonium, fission products and minor actinides are kept together in the fuel powder and bound together again in the DUPIC fuel bundles.
- A high net destruction rate can be achieved of actinides and plutonium.
- Up to 25% more energy can be realised compared to other PWR used fuel recycling techniques.
- And a DUPIC fuel cycle could reduce a country's need for used PWR fuel disposal by 70% while reducing fresh uranium requirements by 30%.
However, as noted above, used nuclear fuel is highly radioactive and generates heat. This high activity means that the DUPIC manufacture process must be carried out remotely behind heavy shielding. While these restrictions make the diversion of fissile materials much more difficult and hence increase security, they also make the manufacture process more complex compared with that for the original PWR fuel, which is barely radioactive before use. (NUE would be more radioactive than natural U, due to U-232 in the RU.)
Canada, which developed the CANDU reactor, and South Korea, which hosts four CANDU units as well as many PWRs, initiated a bilateral joint research programme to develop DUPIC. This included the reactor physics of DUPIC fuel and the impacts on safety systems. However, as of 2013 plans for DUPIC have been on hold.
The Korean Atomic Energy Research Institute (KAERI) has had a development program since 1992 to demonstrate the DUPIC fuel cycle concept. KAERI believes that although it is too early to commercialise the DUPIC fuel cycle, the key technologies are in place for a practical demonstration of the technique. Challenges which remain include the development of a technology to produce fuel pellets of the correct density, the development of remote fabrication equipment and the handling of the used PWR fuel. Also in practice used fuel varies considerably in U-235 depletion, so would need to be homogenized. This also raises issues for licensing. However, KAERI successfully manufactured DUPIC small fuel elements for irradiation tests inside the HANARO research reactor in April 2000 and fabricated full-size DUPIC elements in February 2001. AECL is also able to manufacture DUPIC fuel elements.
A further complication is the loading of highly radioactive DUPIC fuel into the CANDU reactor. Normal fuel handling systems are designed for the fuel to be hot and highly radioactive only after use, but it is thought that the used fuel path from the reactor to cooling pond could be reversed in order to load DUPIC fuel, and studies of South Korea's Wolsong CANDU units indicate that both the front- and rear-loading techniques could be used with some plant modification.
Transmutation
The objective of transumutation is to change (long-lived) actinides into fission products and long-lived fission products into significantly shorter-lived nuclides. The goal is to have wastes which become radiologically innocuous in only a few hundred years. The need for a waste repository is certainly not eliminated, but it can be smaller and simpler and the hazard posed by the disposed waste materials is greatly reduced.
Transmutation of one radionuclide into another is achieved by neutron bombardment in a nuclear reactor or accelerator-driven device. In the latter, a high-energy proton beam hitting a heavy metal target produces a shower of neutrons by spallationh. The neutrons can cause fission in a subcritical fuel assembly, but unlike a conventional reactor, fission ceases when the accelerator is turned off. The fuel may be uranium, plutonium or thorium, possibly mixed with long-lived wastes from conventional reactors. See also page on Accelerator-Driven Nuclear Energy.
Transmutation is mainly initiated by fast neutrons. Since these are more abundant in fast neutron reactors, such reactors are preferred for transmutation. Some radiotoxic nuclides, such as Pu-239 and the long-lived fission products Tc-99 and I-129, can be transmuted (fissioned, in the case of Pu-239) with thermal (slow) neutrons. However, a 2001 BNFL-Cogema study found that full transmutation in a light water reactor would take at least several decades, and recent research has focused on use of fast reactors. The minor actinides Np, Am and Cm (as well as the higher isotopes of plutonium), all highly radiotoxic, are much more readily destroyed by fissioning in a fast neutron energy spectrum (see Table), where they can also contribute to the generation of power.
Transmutation probabilities (%)
| Isotope | thermal spectrum | fast spectrum |
| Np-137 | 3 | 27 |
| Pu-238 | 7 | 70 |
| Pu-239 | 63 | 85 |
| Pu-240 | 1 | 55 |
| Pu-241 | 75 | 87 |
| Pu-242 | 1 | 53 |
| Am-241 | 1 | 21 |
| Am-242m | 75 | 94 |
| Am-243 | 1 | 23 |
| Cm-242 | 1 | 10 |
| Cm-243 | 78 | 94 |
| Cm-244 | 4 | 33 |
Chang 2014
One of the main functions of France's Phenix fast neutron reactor in its last two years of operation was test burning fuel assemblies containing high concentrations of minor actinides. From mid-2007 it irradiated four fuel pins containing actinides from the US Department of Energy, two from the CEA, and two from the European Commission's Institute for Transuranics.
Notes & references
Notes
a. Used fuel from light water reactors (at normal US burn-up levels) contains approximately:
- 95.6% uranium, over 98.5% of which is U-238 (the remainder consists of: trace amounts of U-232 and U-233; less than 0.02% U-234; 0.5-1.0% U-235; around 0.5% U-236; and around 0.001% U-237 – which accounts for nearly all of the activity)
- 2.9% stable fission products
- 0.9% plutonium
- 0.3% caesium & strontium (fission products)
- 0.1% iodine and technetium (fission products)
- 0.1% other long-lived fission products
- 0.1% minor actinides (americium, curium, neptunium)
[Back]
b. For the Dutch Borssele reactor which normally uses 4.4% enriched fuel, compensated enriched reprocessed uranium (c-ERU) is 4.6% enriched to compensate for U-236. [Back]
c. Since Magnox fuel was not enriched in the first place, this is actually known as Magnox depleted uranium (MDU), which assayed about 0.4% U-235. The MDU was converted to UF6, enriched to 0.7% at BNFL's Capenhurst diffusion plant and then to 2.6% to 3.4% at Urenco's centrifuge plant. Until the mid 1990s some 60% of all AGR fuel was made from MDU and it amounted to about 1650 tonnes of low enriched uranium. Although used Magnox fuel continues to be reprocessed, recycling of MDU was discontinued in 1996 due to economic factors. [Back]
d. At anything over about 20 GWday/t burn-up the plutonium is considered to be 'reactor grade' and significantly different from weapons grade material. Some figures for the Oskarshamn 3 nuclear unit: with 30 GWd/t burn-up, 69% Pu is fissile; 40 GWd/t, 61% fissile; 50 GWd/t, 55% fissile; and 60 GWD/t, 50% fissile. [Back]
e. See Note c above. [Back]
f. Minor actinides are americium and curium (95 & 96 in periodic table), sometimes also neptunium (93). The major actinides are plutonium (94) and uranium (92). [Back]
g. Atelier Alpha et Laboratoire pour les Analyses de Transuraniens et Etudes de retraitement, Alpha shop and laboratory for the analysis of transuranics and reprocessing studies. [Back]
h. Spallation is the process where nucleons are ejected from a heavy nucleus being hit by a high energy particle. In this case, a high-energy proton beam directed at a heavy target expels a number of spallation particles, including neutrons. [Back]
References
1. Nuclear Technology Review 2020, International Atomic Energy Agency [Back]
2. Nuclear Energy Data 2019, OECD Nuclear Energy Agency [Back]
3. Economic Assessment of Used Nuclear Fuel Management in the United States, Prepared by the Boston Consulting Group for AREVA (July 2006) [Back]
4. Chinese Candu reactor trials uranium reuse, World Nuclear News (24 March 2010) [Back]
General sources
Charles Madic, Overview of the Hydrometallurgical and Pyro-metallurgical Processes Studied Worldwide for the Partitioning of High Active Nuclear Wastes, NEA/OECD 6th Information Exchange Meeting on Actinide and Fission Product Partitioning and Transmutation, Madrid, Spain (11-13 December 2000)
James Laidler, Pyrochemical Separations Technologies Envisioned for the U.S. Accelerator Transmutation of Waste System, NEA/OECD Workshop on Pyrochemical Separations, Avignon, France (14-15 March 2000)
Platts NuclearFuel, 15 October 2001 and 31 January 2005
Jang Jin Park et al, Technology and Implementation of the DUPIC Concept for Spent Nuclear Fuel in the ROK, LLNL Nuclear Cooperation Meeting on Spent Fuel and High-Level Waste Storage and Disposal, Las Vegas, Nevada, USA (7-9 March 2000)
Myung Seung Yang et al, 2006, The Status and Prospect of DUPIC Fuel Technology, Nuclear Engineering and Technology, Vol. 38, No. 4 (June 2006)
H. F. McFarlane, Nuclear Fuel Reprocessing, Encyclopedia of Energy, Volume 4, Elsevier (2004)
Janet Wood, Should USA Reprocess?, Nuclear Engineering International (September 2006)
Management of Recyclable Fissile and Fertile Materials, NEA #6107 (April 2007), Nuclear Energy Agency (ISBN: 9789264032552)
Uranium and Plutonium: Macro-Economic Study Final Report, Nuclear Decommissioning Authority (June 2007)
Management of Reprocessed Uranium – Current Status and Future Prospects, IAEA TECDOC 1529 (2007), International Atomic Energy Agency (ISBN: 920114606X)
Pyrochemical Separations in Nuclear Applications – A Status Report, NEA #5427 (2004), Nuclear Energy Agency (ISBN: 9264020713)
Reprocessing of spent oxide fuel from nuclear power reactors. P.Netter, Areva, in Nuclear Fuel Science and Engineering, Woodhead Publishing, 2012
Chang, Y.I., Plentiful Energy, the Story of the Integral Fast Reactor, Argonne, May 2014
Simpson, M.F., Developments of Spent Nuclear Fuel Pyroprocessing Technology at Idaho National Laboratory, March 2012
Croff, A.G. et al., Background, Status, and Issues Related to the Regulation of Advanced Spent Nuclear Fuel Recycle Facilities, Advisory Committee on Nuclear Waste and Materials (ACNW&M) White Paper, Nuclear Regulatory Commission, NUREG-1909, June 2008
Argonne National Laboratory and Merrick & Co, Conceptual Design of a Pilot-scale Pyroprocessing Facility, report for Landmark Foundation, ANL/NE-Landmark-CRADA-12 (May 2015)
Related information
Nuclear Fuel Cycle OverviewRadioactive Waste Management
Plutonium
Mixed Oxide Fuel MOX
Japanese Waste and MOX Shipments From Europe
Accelerator-driven Nuclear Energy